我的购物车
手机版
简体中文版
English
首页
软件简介
Hw-Link物联网云平台
锅炉仿真软件
工具软件
技术分享
锅炉行业技术
自动化技术
下载中心
在线留言
联系我们
官方淘宝店铺
江西自动化网
锅炉行业技术
自动化技术
当前位置:
首页
>>
技术分享
>>
锅炉行业技术
>>
查看详情
氧化锆测氧原理及维护使用
来源:
宏微自动化软件工作室
日期:
2022-07-08 23:47:57
点击:
属于:
锅炉行业技术
一、前言
1989年能斯特(Nernst)发现稳定氧化锆在高温下呈现的离子导电现象。从此氧化锆成为研究和开发应用最普遍的一种固体电解质,它已在高温技术,特别是高温测试技术上得到广泛应用。由于氧探头与现有测氧仪表(如磁氧分析器、电化学式氧量计、气象色谱仪等)相比,具有结构简单,响应时间短(0.1s~0.2s),测量范围宽(从ppm到百分含量),使用温度高(600
℃
~
1200
℃
),运行可靠,安装方便,维护量小等优点,因此在冶金、化工、电力、陶瓷、汽车、环保等工业部门得到广泛的应用。
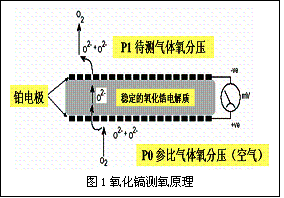
二、氧探头的测氧原理
图
1为氧探头测氧原理示意图。在氧化锆电解质(ZrO
2
管
)的两侧面分别烧结上多孔铂(Pt)电极,在一定温度下,当电解质两侧氧浓度不同时,高浓度侧(空气)的氧分子被吸附在铂电极上与电子(4e)结合形成氧离子O
2-
,使该电极带正电,
O
2-
离子通过电解质中的氧离子空位迁移到低氧浓度侧的
Pt电极上放出电子,转化成氧分子,使该电极带负电。两个电极的反应式分别为:
参比侧:
O
2
+4e——2O
2-
测量侧:
2O
2-
-
4e——O
2
这样在两个电极间便产生了一定的电动势,氧化锆电解质、
Pt电极及两侧不同氧浓度的气体组成氧探头即所谓氧化锆浓差电池。两级之间的电动势
E由能斯特公式求得:
可
E
=
(1)
式中,
EmV
―浓差电池输出,
n 4
―电子转移数,在此为
R理想气体常数,8.314 W·S/mol
—
T (K)
F96500 C;
PP
1
——待测气体氧浓度百分数
0
——参比气体氧浓度百分数 —法拉第常数,—绝对温度
该分式是氧探头测氧的基础,当氧化锆管处的温度被加热到
600
℃
~
1400
℃
时,高浓度侧气体用已知氧浓度的气体作为参比气,如用空气,则
P,将此值及公式中的常数项合并,又实际氧化锆电池存在温差电势、接触电势、参比电势、极化电势,从而产生本地电势CmV)实际计算公式为:(
0
=20.6%
EmV)=0.0496Tln(0.2095/P
1
)
±CmV)(
(
C本地电势(新镐头通常为±1mV)
=
可见,如能测出氧探头的输出电动势
E
和被测气体的绝对温度
T
,即可算出被测气体的氧分压(浓度)
P
1
,这就是氧化锆氧探头的基本检测原理。
三、氧化锆氧探头的结构类型及工作原理
按检测方式的不同,氧化锆氧探头分为两大类:采样检测式氧探头及直插式氧探头。
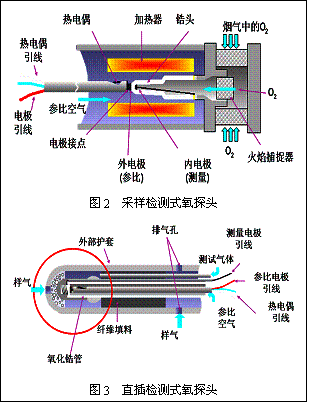
1、采样检测式氧探头
采样检测方式是通过导引管,将被测气体导入氧化锆检测室,再通过加热元件把氧化锆加热到工作温度(
750
℃
以上)。氧化锆一般采用管状,电极采用多孔铂电极(如图
2)。其优点是不受检测气体温度的影响,通过采用不同的导流管可以检测各种温度气体中的氧含量,这种灵活性被运用在许多工业在线检测上。其缺点是反应时间慢;结构复杂,容易影响检测精度;在被检测气体杂质较多时,采样管容易堵塞;多孔铂电极容易受到气体中的硫,砷等的腐蚀以及细小粉尘的堵塞而失效;加热器一般用电炉丝加热,寿命不长。
在被检测气体温度较低(
0
℃
~
650
℃
),或被测气体较清洁时,适宜采样式检测方式,如制氮机测氧,实验室测氧等。
2、直插检测式氧探头
直插式检测是将氧化锆直接插入高温被测气体,直接检测气体中的氧含量,这种检测方式适宜被检测气体温度在
700
℃
~
1150
℃
时(特殊结构还可以用于
1400
℃
的高温),它利用被测气体的高温使氧化锆达到工作温度,不需另外用加热器(如图
3)。直插式氧探头的技术关键是陶瓷材料的高温密封和电极问题。以下列举了两种直插式氧探头的结构形式。
(
1)整体氧化锆管
该形式是从采样检测方式中采用的氧化锆管的形式上发展起来的,就是将原来的氧化锆管加长,使氧化锆可以直接伸到高温被测气体中。这种结构无需考虑高温密封问题。
(
2)直插式氧化锆氧探头
由于需要将氧化锆直接插入检测气体中,对氧探头的长度有较高要求,其有效长度在
500mm~1000mm左右,特殊的环境长度可达1500mm。且检测精度,工作稳定性和使用寿命都有很高的要求,因此直插式氧探头很难采用传统氧化锆氧探头的整体氧化锆管状结构,而多采取技术要求较高的氧化锆和氧化铝管连接的结构。密封性能是这种氧化锆氧探头的最关键技术之一。目前国际上最先进的连接方式,是将氧化锆与氧化铝管永久的焊接在一起,其密封性能极佳,与采样式检测方式比,直插式检测有显而易见的优点:氧化锆直接接触气体,检测精度高,反应速度快,维护量较小。
四、氧探头的工业应用
1、在工业锅炉、加热炉上的应用
氧探头使用时,引入被测气体的方式有直插式和采样检测式两种。直插式响应时间短,不需要加热器,结构简单,小型轻便,但要求同时检测被测气体的温度。采样检测式由于氧探头的温度由加热器控制,因此测量精度高,工作可靠,但响应时间取决于气体的流量。
直插式氧分析器已广泛应用在锅炉和加热炉的烟气含氧量的测定(如图
4),作此用途的氧探头多采用管状结构,此管可以两端开口,也可以单端开口,目前市场出现最多的是后一种。ZrO
2
管内外壁上涂有多孔
Pt电极,由内外电极分别向管端引伸并在端部接出Ni Cr丝作信号输出用,从而控制燃烧系统实现低氧燃烧,达到降低热能损失,节约能源的目的。
五、
氧传感器的安装
合理的安装是保证氧传感器可靠运行的关键,许多使用问题均由于氧传感器安装不当造成的,
1、采样测量点
确定测量点是首要的工作,它应遵循如下几项原则:
(
1) 选择的测量点要求能正确反映所检测的炉内气体,以保证氧传感器 输出信号的真实性,尽量避开回风死角;
(
2) 测量点不可太靠近燃烧点或喷头等部位,这些部位的气体处于剧烈反应中,会造成氧传感器检测值剧烈波动失真;也不要过于靠近风机等产气设备,以免电机的震动冲刷损坏传感器;
(
3) 避免放在可能碰撞的位置,以免碰撞损坏探头,保证传感器的安全;
2、氧传感器的安装、连接方式
(
1)氧探头的安装可采用水平或垂直方式,其中垂直安装较理想。不管采用何种方式,探头采样管引导板的方向应该尽量正对被测气流的方向,在初始安装的时,先通过了解工艺,确定基本方向。然后在系统通电加热探头以后,旋转采样管方向,使用数字万用表观察输出氧电势的波动情况来最终确定比较好的引导方向。
(
2) 氧传感器安装所用接头为专用法兰接头,配装石棉垫压接,以确保密封,否则因为一般炉内为负压,该处法兰接头处漏气会影响测量精度或造成信号波动。
(
3)氧传感器的信号引出线最好用屏蔽线,以消除干扰。最佳方式是使用2根2芯电缆,一根2芯屏蔽电缆接氧电势输出信号,一根2芯KVV控制电缆接探头加热连接端;如果现场条件不具备可直接使用一根4芯KVV电缆连接探头氧电势信号和加热端。
(
4)氧探头的标气口平时关闭,只在标定气体的时候使用;吹扫气口连接气泵或者压缩空气管路,吹扫口进气一般用一个电磁阀等阀门控制,一定周期开启一次,通入气体吹扫采样管,探头正常检测时阀门关闭,不能有其他气体进入采样管。使用厂方的压缩空气吹扫探头必须保证压缩空气中不含有水份,即对所采用的压缩空气必须进行气水分离处理。
六、
氧传感器的使用和维护
1、连接加热控制
采样检测式氧探头,只有在氧传感器连接了加热控制以后才能正常工作,冷态下输出的是随机信号,不代表任何意义,氧传感器在接入加热控制以后,在室温条件下既可以开始正常的气体检测。一般的探头调零就是在室温下,加热探头以后,通过对空气的测量,用数字万用表测量此时探头输出毫伏值,此数值就是该探头的零位偏差数值,在显示仪表中需要加入该零位偏差来修正仪表显示的氧浓度。
2、新装或更换氧传感器时的注意事项
新装或更换氧传感器时,均应校正氧分析仪的氧浓度显示值。不进行此项工作,更换新的传感器后,氧分析仪检测的氧浓度可能会与实际浓度产生偏差,从而影响测量。
3、氧浓度的修正原理及方法
氧传感器直接测量输出的是被测气体的浓度与标准空气差电势数值,我们称为氧电势,该电势数值在零点(即空气测量)时不同的探头起始输出电势就存在偏差,而输出电势经过模型转换输出氧浓度时也可能存在误差,因此在氧分析仪中对探头信号进行标定修正就是很必要的工作,否则显示氧浓度与实际被测气体的氧浓度就会存在较大偏差,满足不了现场生产的需要,甚至误导控制影响生产。
具体的修正一般通过标准气体进行标定,方法是将计量核定确认的标准气体通过标气口通入探头,测量此时输出氧电势及仪表显示氧浓度,仪表显示氧浓度应该与标准气体浓度相同,存在偏差则修正仪表线性参数,标准计量要求最少使用三种不同浓度标准气体标定系统,这样经过三次标定重复修正好系统线性,保证系统正常工作。
4、积尘对氧传感器的影响及吹扫清除方法
由于氧传感器是长期在线检测测量的器件,锅炉等设备(尤其是煤燃烧炉或者烧粉窑炉等)产生的粉尘会堵塞导气采样管道,造成测量的数值失真甚至无法测量,此时必须定期对采样管中的积尘进行吹扫处理,吹扫时间的长短视积灰程度确定,这种吹扫方法要求氧分析仪具有相应功能或者配套使用氧传感器的维护装置,如果没有这些装置只能安装手动阀门控制压缩空气或气泵定期通入吹扫气口对探头进行除尘工作,但此时必须注意以下情况:
(
1)由于在吹扫的过程中,氧传感器的氧电势会下降,最低有可能会降到1、2mV,这时检测的氧电势不代表炉内的气氛,此点必须要注意;
(
2)吹扫空气的流量要保证能够去除积灰,吹扫过程中可注意氧传感器的氧电势输出值,如果氧电势值始终没有下降,表明空气流量太小,积尘没有清理,应予以调节或者检查吹扫管道,可能吹扫管道已经堵死;
(
3)吹扫口的通道是与炉内直接相通的,每次在吹扫完毕后,应关闭阀门,堵死吹扫孔,防止因炉内负压空气进入,影响氧传感器的检测。
在分析氧传感器的好坏时应将其视为一个单独的检测部件。在检测氧传感器的氧电势时应把与氧传感器连接的所有导线断开,用高内阻的数字表在氧传感器的输出端直接检测氧电势。通过检测氧电势,与正常使用时的数值相比较。
七、实际运行情况
自
2003年以来,我厂裂解炉采用了ZGP2+ZDT高温型直插式氧化锆分析仪,主要用于烟气氧含量测量,参与裂解炉的燃烧控制,运行稳定可靠,2005年5月,发现指示值偏差较大,均为正偏差,判断为气路泄漏,在标准气管路上通零点气,发现转子流量计泄漏,由于测量状态下系统内呈负压而使外界空气进入,因空气中氧的体积分数高,使得测量值偏高,处理后正常。实践中总结几点注意事项:
⑴
锆管要求在
750
℃
下才能正常工作,因此仪表应保持恒温;
⑵
气体管路不得泄漏;
⑶
保持喷射器气源压力稳定在
0.15MPa;
⑷
标准气校验时应关闭喷射器气源,测量时打开;
⑸
测量气中存在
H
2
、
CO、CH
4
等可燃气体会使测量结果偏低。
八、结论
氧化锆测氧仪具有结构简单,响应时间短,测量范围宽,使用温度高,运行可靠,安装方便,维护量小等优点,因此在冶金、化工、电力、陶瓷、汽车、环保等工业部门得到广泛的应用
上一新闻:
浅议双室平衡容器的原理、构造及安装
下一新闻:
过热蒸汽密度表
友情链接
百万站
ZOL软件下载
软件简介
Hw-Link物联网云平台
锅炉仿真软件
工具软件
技术分享
锅炉行业技术
自动化技术
下载中心
在线留言
联系我们
手机:
hweizdh@163.com
微信扫描关注我们:
技术支持:
友点软件
宏微自动化软件工作室
版权所有 2023-2028
浙ICP备2025208538号
浙公网安备33018302001966号

 (1)
(1) 该分式是氧探头测氧的基础,当氧化锆管处的温度被加热到600℃~1400℃时,高浓度侧气体用已知氧浓度的气体作为参比气,如用空气,则P,将此值及公式中的常数项合并,又实际氧化锆电池存在温差电势、接触电势、参比电势、极化电势,从而产生本地电势CmV)实际计算公式为:(0 =20.6%
该分式是氧探头测氧的基础,当氧化锆管处的温度被加热到600℃~1400℃时,高浓度侧气体用已知氧浓度的气体作为参比气,如用空气,则P,将此值及公式中的常数项合并,又实际氧化锆电池存在温差电势、接触电势、参比电势、极化电势,从而产生本地电势CmV)实际计算公式为:(0 =20.6%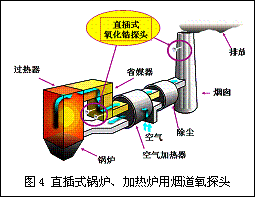 四、氧探头的工业应用
四、氧探头的工业应用
